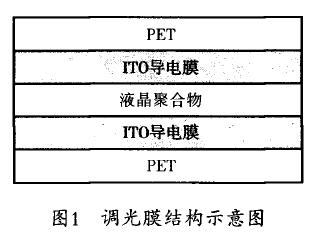
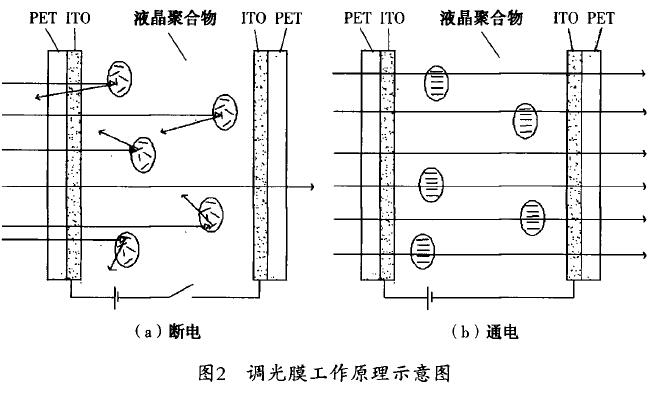
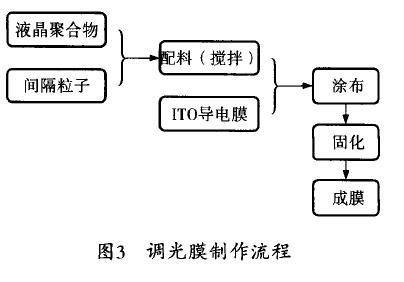
在没有电场作用时(图2 (a) ),里面的液晶.分子不规律散布,调光膜处于透光不透明状态;当通人电时(图2 (b) ),液晶分子实现顺序排列,调光膜从透光不透明状态转换为透明状态。在接通和断开电时可以在透明与不透明状态快速切换。2调光膜 制作流程调光膜制作流程见图3。
2.1液晶配料
(1)作业条件
机器设备运转完好,温度21~25 C、湿度40% ~ 70%。
(2)操作步骤①物料器具准备:准备好液晶、间隔球(间隔粒子)等物料;无尘布、酒精、搅拌烧瓶、搅拌器等搅拌装置;吹风机、电子天平、称量纸、锡箔纸等称量装置。注意防止玻璃器具的磕碰、损坏及过滤器具零件的丢失,用酒精、无尘布清理物料器具用酒精涮洗干净后吹干。
②液晶醒料:
将生产所需的液晶提前一天从冰箱拿出,放置在空调房醒料12 h以上。注意在生产前禁止打开瓶盖,禁止液晶与白炽光以及空气接触,防止液晶变质。
③搅拌准备:
把三口烧瓶及搅拌棒固定在铁架台上,用空心塞把瓶口塞好,烧瓶用铝箔纸包好(小于300g的液晶用磁力搅拌,选用大小合适的烧杯和磁子,用拉丝膜封口)。.注意固定好烧瓶,防止其晃动打翻,铝箔纸包严实,防止见白光(检查磁子和烧杯清洗干净)。
④搅拌液晶:
记录揽拌的时间,室内温度,湿度;记录液晶过滤前后的重量;用固体漏斗把液晶倒人烧瓶;调节好搅拌速度,用测量计测量(直接用烧杯称量液晶,调节磁力大小)。注意记录并检查好相关数据(封好烧杯口,再用铝箔纸包住)。
⑤间隔球添加:
根据液晶重量按配比要求计算间隔球的重量;用细嘴漏斗进行添加( 磁力搅拌,直接用滤.纸称量,直接添加)。注意药匙的清洗;间隔球型号不同,添加比例不同;间隔球型号的选用以及添加需专人负责;称量纸备用(添加完成后封口)。
⑥搅拌过程控制:
上机前30min将搅拌速度调小(速度为70~90 r/min),起到消泡作用;磁力搅拌调节到液.面刚起旋涡。注意消泡速度的调节,搅拌时间必须按规定控制,需保证充分消泡以及间隔粒子均匀分布。配料是调光膜涂布均匀度的根本保障,避免液晶聚合物因白光照射固化,严格按照搅拌要求搅拌,保证液晶聚合物中气泡完全排出以及间隔粒子均匀分布。
2.2液晶涂布
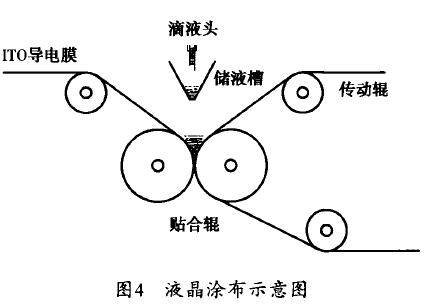
图4为液晶涂布示意图。
如图4所示,液晶采用卷对卷涂布。穿膜完成后,根据涂布厚度调节贴合间隙,并设定高精度精密计量泵,设定抽液速度。储液槽内液晶液面以及贴合辊夹缝处液面均达到涂布需求高度时,开启设备走膜。储液槽结构示意图见图5。
储液槽为长条形倒三角装置,起液晶缓存作用,保证涂布过程中液晶在涂布宽幅内均匀溢流至贴合辊夹缝处。解决了仅用滴液头左右运动滴液,贴合辊夹缝处积液高度不均,导致涂布时调光膜内夹合液晶薄厚不均的难题。
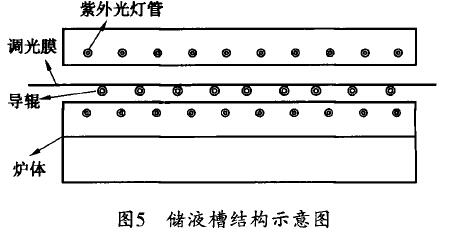
2.3液晶固化
已经涂布液晶的半成品经紫外光隧道炉对液晶聚合物进行固化。每节箱体采用进出风循环空调制冷系统,调光膜材料隔离出的上下腔体均应有进出风循环气流,保证上下腔体无温差,保证箱体内温度可调而稳定;炉体内采用上下双层紫外灯管照射固化装置,两面同时照射固化,在保证了液晶上下面均匀固化的同时,提升了固化效率,增加了设备产能。
3结语
根据调光膜工作原理以及产品结构,从液晶调配、液晶涂布以及液晶固化三个过程控制液晶涂布的均匀性。
(1)配料:在黄光条件下严格按照搅拌要求搅拌,保证液晶聚合物中气泡完全排出以及间隔粒子均匀分布。
(2)涂布:增加长条形倒三角储液槽装置,保证涂布过程中液晶在涂布宽幅内均匀溢流至贴合辊夹缝处,解决了贴合辊夹缝处积液高度不均的难题。
(3)固化:采用进出风循环空调制冷系统以及上下双层紫外灯管照射固化装置,保证箱体内温度可调而稳定以及液晶上下面均匀固化。在有效保证了液晶涂布均匀的同时,提升生产效率,增加了设备产能。