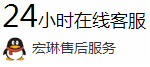
19世纪末20世纪初彩色玻璃画窗走出了教堂,建筑家、玻璃艺术家不仅将其用于教堂,而且用于宾馆、会堂、学校、茶室的门窗,还有室内大堂、屏风、问壁,也有用于灯罩和室内固定家具的装饰。20世纪50年代以后,彩色玻璃画有了创造的发展,出现很多艺术流派,法国和德国艺术家作出了新的贡献。
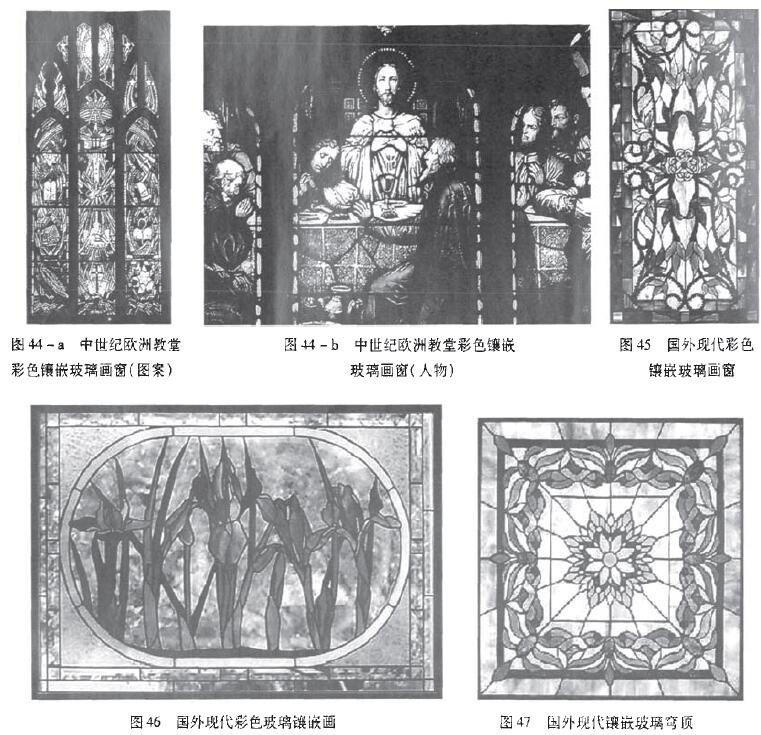
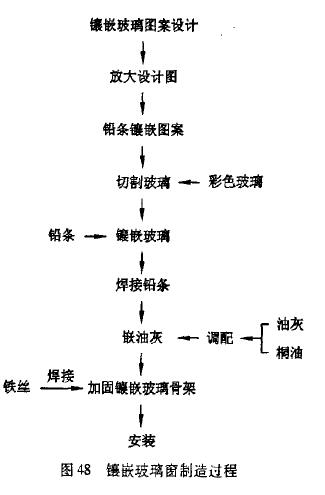
表18中Nol为茶色玻璃,利用Fe。S。着色基团着色,即俗称为硫碳着色,加入少量碳粉,保持还原气氛;N02为绿色,用氧化气氛;N03为蓝色,在氧化气氛下熔制;N04为紫色,要保持氧化气氛,当Mn:O,还原为MnO,玻璃就不着色;N05为天蓝色.在氧化气氛下熔制;N06为玫瑰色,着色很微弱;N07为灰色,也需要氧化气氛;N08为红色,需在中性或弱还原气氛中熔化;N09为橙黄色,在中性或弱还原气氛中熔化;Nol0为黄色,也需在中性或弱还原气氛中熔化。
彩色玻璃生产时,对原料质量必须严格要求,特别是天然原料中杂质氧化钦,在氧化条件下使玻璃着成黄绿色,在还原条件下熔化时着成蓝绿色。当制造浅色玻璃时,着色剂产生的浅色为铁着成的颜色所遮盖,导致玻璃产生灰暗色调。在某些情况下,氧化铁与着色剂相互作用,生成不希望的有色化合物,如铁|弓硒,生成铁的硒合物,使玻璃着成褐色。对彩色玻璃来讲,要求原料中氧化铁杂质含量低于O.05%,粉红色玻璃氧化铁含量应更少些。用离子着色的彩色平板玻璃,对可见光的透过率曲线如图49所示,用半导体微晶着色和硫碳着色的彩色平板玻璃可见光透过曲线如图50所示。各种彩色平板玻璃对可见光透过率见表19。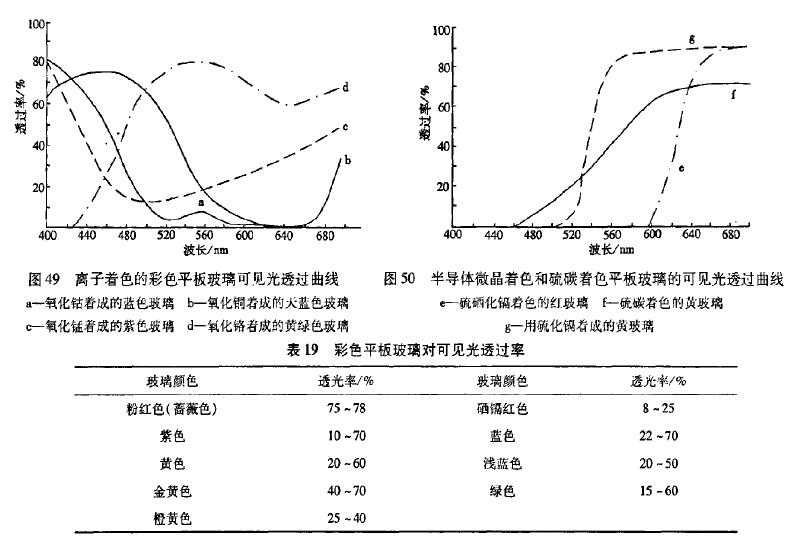
可见光的总透过率根据着色剂的浓度而波动,着色剂浓度愈高,,鬯,透光率愈低。根据艺术设计及安装门窗透光率的需要来选择不同颜色的玻璃;也可根据总透光率的要求来调整着色剂的浓度。彩色玻璃配色的数量可能很多,国外也制成几千种色凋的彩色玻璃。镶嵌用彩色玻璃不像有色光学玻璃、滤光玻璃和信号玻璃对色度坐标、主波长、色纯度、总透过率的数值有严格要求的指标,为了艺术设计时选择颜色玻璃,要考虑颜色玻璃制造企业和施工单位的方便,仅依赖色彩的感觉还是不够的,因此制定了色卡(色板).将色卡(色板)上色名和孟塞尔符号相对照,既有感性认识,又有科学的定量,无论对艺术设计、玻璃制造和施工都有标准,以便检查。按叶洪盘所编的颜色科学一书所介绍的颜色有200多种,但玻璃艺术家所采用的彩色玻璃远远超过此数值,有2 000种以上。玻璃技术人员要根据艺术家所确定的色卡上的颜色,进行玻璃成分设计,往往不足采用一种着色剂,而是采用两种以上的着色剂,多种着色剂按一定比例配制,通过不断的试验,才得到要求的多种彩色玻璃。为了减少试验次数,缩短研发时间和成本,在已知要求彩色玻璃可见光透过率曲线的前提下,如何有目的地选择彩色玻璃基础成分和着色剂的用量,可以采用俄罗斯科学家Pelven和Mazurin所开发的Sci Glass 6.6版本(2006年6月版),根据提供的透过率曲线即可选择出几种有色玻璃成分。
由一种彩色玻璃更换为另一种彩色玻璃,需要考虑着色剂的性质和着色能力,使所得中间色玻璃液的数量最少,也就是换料时产生的废品率最低,必须按一定顺序:肉红色(蔷薇色)一紫色一茶黄色一浅绿色一蓝色一紫水晶色。这样换料的顺序是以一系列的原理为基础。以硒着成的肉红色很微弱,且只有无色玻璃才能着成这种颜色,微弱的肉红色易于被其他任何颜色所遮盖,对以后熔化玻璃颜色的改变没有任何影响。
在氧化锰着成紫色玻璃中,氧化锰大部分以Mn“氧化亚锰(MnO)形式存在,不能使玻璃着色。当向配合料中加入还原剂碳粉时,Mn:0,很容易变成MnO,所以将玻璃紫色改为茶色(琥珀色),要向配合料加入碳粉,并在还原气氛中熔化玻璃,由于玻璃中Mn:0,被还原而生成不着色的MnO,因而Mn:0,着成的紫色迅速消失,这时玻璃将由硫碳着色起作用而着成茶色,不是形成紫色和茶色的混合色调。
氧化锰着成紫色玻璃,在变为茶色之后再变成浅绿色,是通过玻璃成分中加入氧化铬而得到的。除了加人氧化铬以外,玻璃配合料中需加入氧化剂硝酸盐,在氧化气氛条件中熔化,这样氧『七气氛与还原气氛中和,
也使茶色减弱,氧化铬的着色剂作用才显现出来,玻璃变成浅绿色。玻璃的监色是由氧化钴着色的,氧化钴
的着色能力很强,配合料中加入氧化钴可使蓝色迅速遮盖浅绿色。紫水晶色是由氧化钴和氧化锰一起加入
到配合料中而获得的,这样的改变玻璃颜色的程序,形成一种新的颜色,不会使玻璃产生混杂的厌暗色凋,蓝
色将转变为紫水晶色。
对于硒硫化镉半导体微晶着色的玻璃来讲,颜色改变可采用下列顺序:金黄色一橙黄色一红色(硒镉红),由于金黄色是在配合料中仅加入硫化镉而得到的,而橙黄色和红色是由于配合料中同时加入硫化镉和硒化镉得到的。因此从黄色玻璃到橙色玻璃,只要在配合料中加入适量硒化镉就可以,而从橙色玻璃到红色玻璃,也只要硒化镉比例逐步增加,因此全都中间色是纯净的。
用铜着色的玻璃,则遵循深红色(铜红)一浅蓝色一绿色一深绿色的变色顺序是合理的。铜红玻璃中自日人氧化亚铜(Cu:0)和还原剂(金属锡粉、酒石酸)才能得到红色.如加入氧化铜(CuO)和氧化剂,此时玻璃熔化过程在氧化剂作用下,胶体(Cuo)被氧化成CuO,红色消失而成浅蓝色。深绿色玻璃是由氧化铜和氧化铬着色的,在浅蓝色玻璃中再加入氧化铬,这样玻璃随氧化铬的逐步增加,就由浅蓝色变成绿色再到深绿色。
有色玻璃变换颜色时,特别在池窑中换料,必须逐步进行,每次改变不能太大。池窑中换颜色,可分为运行中换料和放料、冲洗、投料两种方法。前面介绍的用氧化锰着成紫色、硫化镉着成金黄色以及铜着色的玻璃换色顺序,就可用在运行中换料,如由茶色换成绿色,即可在运行中换料,也就是一边生产、一边换料,其中会产生一些不合格的中间色产品,但总体换料时间比较短,16~20 h即可。当换料顺序与前面介绍的顺序相反,则需要先放料,再清洗,最后再投需要颜色的配合料,总的时间需要96 h左右。
15.2.2 镶嵌彩色平板玻璃制造工艺彩色平板玻璃的特点是颜色品种特别多.上千种甚至上万种,每块面积都不大,需要量也不大,如采用浮法、大平拉(格法)等大规模生产方法,设备投资太高,产量太大,变更颜色品种不易,虽然蓝色、绿色、灰色、茶色等整体着色吸热玻璃采用浮法生产,但对镶嵌玻璃来说,产量远远超过需要。至于小浮法,设备投资虽然较低,但变换颜色品种同样不易,且锡槽中的还原气氛对需要氧化气氛的玻璃成分、着色剂均有不利影响。国内外实际应用制备彩色乎板玻璃方法可分为:
(1)冕冠法。是最古老的平板玻璃制造方法,大约在公元3世纪,古罗马即用此法制造小块平板玻璃,配合料在坩埚窑内熔化,每个坩埚可熔化一种颜色的玻璃料,且每天都可变更颜色,成形过程如图5l所示。
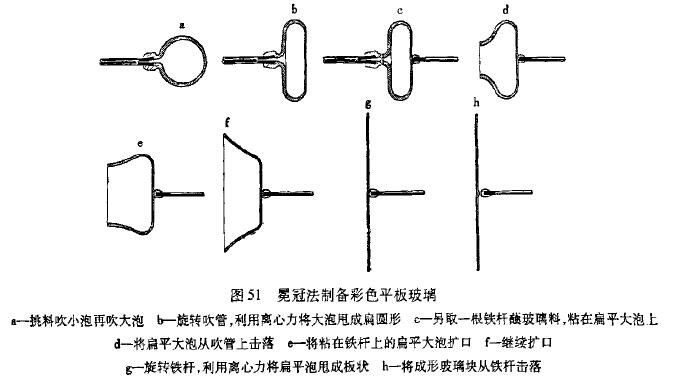
由于扩口后的扁平料泡(见图5l的e和f)与古代的冕冠(ClOWn)形成相似,故称冕冠法,或称王冠法。近代利用此法可制造2-3 mm、直径最大达1.5 m的平板玻璃。采用此法成形,产品尺寸受到限制(不能太大),玻璃平直度也有一定影响,表面或多或少有些曲率,但此法比较简单,小作坊也可制作,切裁成小片再拼成图案后,肉眼不一定能观察到平直度的不足。
(2)吹筒法。吹筒法制造平板玻璃与冕冠法有类似之处,起源于欧洲,比冕冠法晚,其成形过程如图52所示。在成形过程中,需要不断烘烤,以保持成形所需温度,摊平则在摊平窑内进行。吹筒法不仅可人工成形,也可利用机械成形。1902年美国拉贝尔斯将其产业化,可以吹制直径达1 rn、长20 m的巨大圆筒,称为机筒法或拉贝尔斯(Lubbers)法。垂直引上法未发明以前,机筒法成为制造平板玻璃的主要方法,直到1914年以后才为垂直引上法所取代。作为大规模机械化生产方法,吹筒法与垂直引上法、平拉法、浮法相比,已无任何优点可言,但作为少量的人工制作彩色平板玻璃,吹筒法制作尺寸比冕冠法要大。表面质量比压延法要好,不经过研磨抛光即可直接应用,至今仍为艺术家工作室和小作坊所应用。
(3)压延法。压延法可分为单辊压延和双辊压延两种方法。公元1688年左右,欧洲开始采用手工单辊压延法制作平板玻璃,主要为一个铁制工作台,将在坩埚内熔化好的玻璃熔体浇铸在工作台上,再用石棉辊将玻璃熔体辊压为平板玻璃,其工艺过程如图53所示。
与冕冠法、吹筒一摊平法对比,单辊压延法对操作工人技术水平要求不高,能适应不同硬化速度的玻璃,即使硬化速度快也能压延,这样就可应用到不同类型的玻璃成分。单辊压延法还可制作很厚的玻璃,如25 mlrl以上的玻璃,以供制备深浮雕屏风用。
双辊压延法是在单辊压延法的基础上发展,其制作工艺如图54所示。用铁勺将熔化好的玻璃液倒入两个辊子间,两个辊子反向旋转,即压成平板玻璃。双辊压延法需采用机械传动,生产效率比单辊压延法要高,批量生产时厚度波动比较小,压延后可直接送入退火窑内退火。
参考文献:
[1]刘锦于.节能建筑玻璃的研究、应用与发展[J].建材技术与虚用,2007,(4):11—12.
[2]刘锦子.节能建筑玻璃的研究、应用与发展[J].建树发展导向,2007,(3):35.
[3]刘起英,汪建勋.低辎射镀膜玻璃的现状及展望[J].玻璃,2002,29(6):9—13.
[4]陈炳炎,李敬乍.低辐射镀膜玻璃的研究进展[J]佛山陶瓷,2007,17(4):12一13.
[5]刘志海,李超.低辐射玻璃及其应用[M].北京:化学【业出版社。2006.69-75.
[6]胤婷婷.陈宏俊.高性能低辐射玻璃的研究进展及应用[J].国外建材科技,2004,25(3):40.
[7]鲁大学.低辆射镀膜玻璃在建筑节能中的优势[J】.材料导报,1999,(6):35—38.
[8]徐美嚣.中同建筑镀膜玻璃的生产发展与市场[J】.建树发展导向,2006,(2):17—22.
[9]李成存.玻璃在线热喷涂镀膜工艺及预留热喷涂区的设汁[J].山东建材,1997,5(1):17—20.
[10]姚寿1lI,孔令辉低辐射镀膜玻璃及其应用[J].材料开发与应用,2002,17(6):38—42.
[11]Van Mol A M B,Chae Y,McDaniel A H,d a1.Chemical vapor deposition oftin oxide Fundamentals and applications[J].Thin Solid Films
2006.502(1—2):72—78.
David Russo.Clem McKown,Chris Roger,et a1.The influence of film composition On the optical and thermal properties of solar control coating
[J】Thin Solid Films,2001,,398—399:65—70.
赵高扬,张生国,邵晓.等.玻璃基板t低辐射涂层的制备及忭能研究[J].中国建材科技,2006,25(3):103—1,06.
周家斌,任毅,付忐强.低辐射镀膜玻璃开发进展[J].建筑结构7#撤,2[}07,28(4):105一106.
董镛低辐射镀膜玻璃的现状与汛景[J]、真奄与低温,2000,6(3):133—1,51.
Holland L.Vacuum deposition ofthinfilmsfM].London:Chapman and Halltad.1996.
金炯,王德苗,董树荣.低辐射玻璃的研究进展[J].材料导报,2004,18(10):14一15.
Ando E,Miyazakl M Moistureresistance ofthelow—emissivity coatings vdth alayer structure ofAI—doped ZaO/Ag/AI—doped ZnO[J].Thin
solid Films,2001.392(2):289—293.
郭明.陈功.最简配置佳产低辐射镀膜玻璃[J].玻璃.2004,175(4):51—55.
金炯,王德苗,董树荣.射频反攻磁挖溅射制备低辐射薄膜[J].真空科学与技术学报.2006.26(1):28—31.
Schilling H,Szezyrbowski J,RuskeM,矗a1.Newlayer systemfamilyfor architectural dm based ON dualtwin—magrtetron sputleredTi02[C】.
Society of Vacuum Coaters,1,998.
Miyazaki M,Ando E.Durahil,@improvement ofAg—based low—emissivity coatin擎[J].j Non—Crystalline Solids,1,994。t78:245.
Szezyrbowski J,Braeuer C,Ruske M,矗“.New low emissivity coating b∞ed OFt Twin Nag Puttered Ti02 and Si3 N4 layer[J].Thin Solid
Films,1999,351(1—2):254.
J.H.Lee,S.H Lee,K.L.Yoo,N.Y.Kim.Deposition of multi—period low—emissivity filters for display appl,ioation by RF magnctron
sputtering[n Surface and Coatings Technology。2002,158—159:477—481,.
iLeftheriotis G,Papaefthimiou S,Yianoulis P.Development of multilayer transparent conductive coatings[J].Solid State 1,onics,2000,136—
137:655.
尉经培.影响溶胶凝胶镀膜玻璃产品质量的几种因素[J].玻璃,1995,22(3):35—39.
卢旭晨,李佑楚,韩铠,王风呜.陶瓷簿膜制备及应用[J】.材料导报,1999,13(6):35—38.
Leyhald Systems gmbti,Wilhelm—Rohtt.Largemgla8s coating[J】.Surface and Coatings 7technology,!.999,112:359—361.