用于悬挂在花园、室内以及圣诞树上的几种玻璃花球如图34所示。

3玻璃镇纸的分类
按镇纸形状分类:
(1)圆形和椭圆形,球形、扁平圆形、椭圆形、扁平椭圆形等。
(2)锥形,正圆锥形、倒圆锥形、椭圆锥形等。
(3)多边形,三角形、五边形、六边形、矩形等。
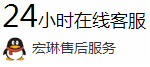
(4)异形,心形、海星形、贝壳形等。
按装饰方法分类:
(1)单色镇纸,由无色透明和单一的各种有色玻璃制作。
(2)复色镇纸,套彩、点彩、缠丝、金星等制作。
(3)表面装饰镇纸,雕刻、蚀刻、砂雕、镀膜、彩绘等表面装饰。
14.1.2玻璃花球和镇纸的制造工艺玻璃花球大都用钠钙玻璃成分和相应的有色玻璃成分,个别用铅晶质玻璃成分。镇纸大都用铅晶质玻璃成分,也有用钠钙玻璃成分的。
一般空心玻璃花球是用吹管蘸透明料或有色料吹成球形即可,如在透明料热的小泡上粘有色玻璃粉或有色玻璃碎片,再在烤炉上烘烤,吹成所需尺寸,就成表面上有各种颜色斑点、花纹的球。如缠丝花球是将红热玻璃小泡在排列成图案的彩色玻璃丝上滚一下,再烘烤后吹制成形,即成表面有各种颜色线条组成花纹图案的花球。玻璃球上其他表面装饰,如彩绘、喷绘、镀膜,与一般艺术玻璃制作工艺相同。
实心玻璃花球和镇纸,一般挑取透明料或有色料到模具中,压制成各种形状的花球或镇纸。如表面需要花纹图案,可在模具上刻成阴纹,压制后即可得到有花纹的花球或镇纸,但所有压制成形的花球和镇纸,在成形后要立即火焰抛光表面才光滑,然后进行退火。高级的雕刻镇纸则在退火后的制品表面用各种型号的金刚砂轮、铜轮磨刻,树脂轮抛光,也可用砂雕或化学蚀刻。
传统的玻璃花球和镇纸(万花球)的制作分为两大部分,一部分是用透明料制作球身实体,另一部分是制作花蕊。花蕊通常是预先用彩色玻璃制作,在坩埚窑内熔化各种彩色玻璃,拉成各种彩色玻璃棒,再进行加工。花球制作的具体过程见图36,首先用吹管l在坩埚窑挑明料,在料碗内滚料、整形,整形后放在坩埚口或窑炉前设置的重热炉(烤炉)内重新加热,形成圆形料泡2,同时将预热过的颜色玻璃料段也放在烤炉中加热,随后取出,将此色料段粘在明料泡前端3,将多余料剪去,再用特制的带齿状铁片从料泡前端向内压入,将色料棒压人明料料泡中形成花瓣状4,然后用另一根吹管5粘在料泡I表面有花辫处,并将料泡2上原来的吹管l从端部击落而与料泡2分离,料泡2就粘在吹管5上。用吹管5将料泡重热,滚料整形为圆球,最后将料泡2与吹管5分离,送入退火窑退火,冷却后就成为玻璃花球。如将花球底部磨平,即为镇纸。用不同形状的齿形铁片,可在料泡内将颜色料段压成不同花形,如牡丹,菊花、荷花等。如需要在花中制花蕊,需将料泡再次加热后,在料泡中央扎一空洞塞人预热后各种色料的细玻璃丝作为花蕊。在此基础上进行二次蘸料,将花瓣、花蕊覆盖裹入料中,并用剪刀将有气泡部位的玻璃料挑出剪去,在料碗中滚圆成球形,再用夹子将连接挑料杆端部玻璃料夹细,从挑料杆处将料泡击落后人草木灰中保温,再送人退火炉中退火。
如要求在料泡中形成的花瓣上有鱼、鸟及小动物时,则在第2次蘸料滚成球形料团后,将事先由灯工制作的有色玻璃小动物放在胎模或托盘上预热,然后粘到料泡的适当部位,再进行第3次蘸料后将小动物裹入玻璃料内并使整体滚成球形,从料杆上击落到草木灰中等待退火。此过程操作需十分小心,料泡掌握不好,就使小动物变形,具体操作非常复杂,要有丰富经验才能制成。
二、玻璃弹子(玻璃小球)
玻璃弹子是指直径在8—30 inln的玻璃球体,分为单色玻璃弹子和复色玻璃弹子两种类型,是由红、蓝、黄等多种颜色的透明和不透明的玻璃制成,复色玻璃弹子是在透明玻璃球中心用各种颜色的乳浊玻璃形成五色斑斓羽毛状花纹的各种玻璃弹子。
以前玻璃弹子只作为玩具,相传最初用作雕塑中人物或动物的眼珠,后来由于其晶莹和丰富色彩而产生华丽感和贵重感,用于观赏鱼缸、观赏植物的水下点缀等室内装饰,同时大量的应用于镶嵌在彩色水泥或其他胶凝材料中,作为地面、内外墙面的装饰材料。
玻璃弹子所用成分为SiO:一CaO—R:0系统,为提高玻璃的光泽和着色剂的着色效果,常常在成分中加入适量的B203、ZnO,BaO等。
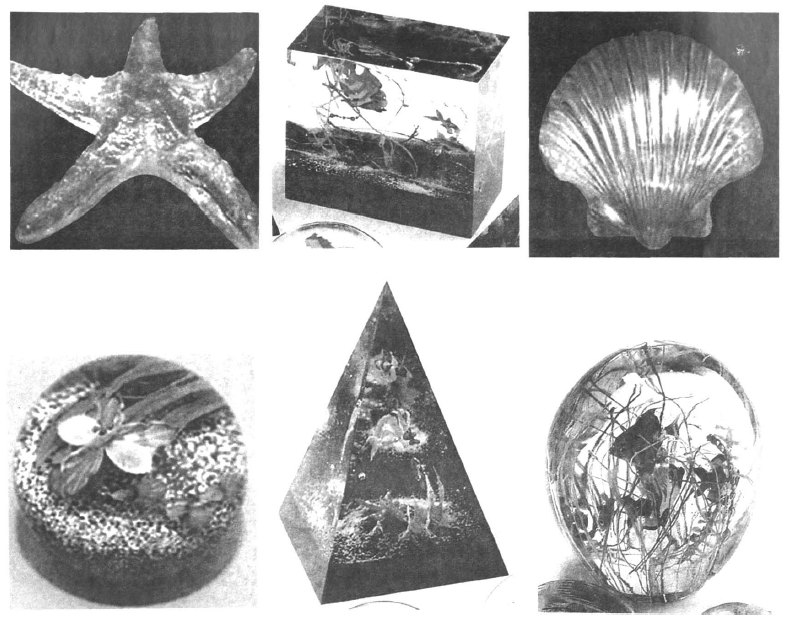
14.2.1 单色玻璃弹子制作工艺单色玻璃弹子的生产方法与玻璃纤维坩埚拉丝法所用玻璃球生产方法相似。池窑熔化,滴料机供料,剪刀剪料,玻璃料滴通过滑槽落人具有螺旋纹沟槽的成形辊子间辊压成球形,如图37所示。
熔融好的玻璃液由通路到供料器3上的出口2,向自动制球机供给连续的玻璃液流1,玻璃液流进固定的供料切割漏斗4中,用带有三孔的活动剪刀片5切割成料滴,剪刀片往复运动,在一定操作循环中两个边孔每次切割一滴,中孔则每次切割两滴。边孔料滴靠接收管6、中孔料滴靠导料管7导入槽8中,并通过漏斗9轮流落入4对回转筒lO及11中,每对辊筒以同一转速旋转,并在小辊筒和大辊筒之间各自将料滴辊压
成玻璃弹子。玻璃弹子到达辊筒边,沿输送槽12滚向螺旋输送器13,在此玻璃弹子按直径大小自动进行分级。按直径大小经过挑选的玻璃弹子装入金属桶中,并在桶中进行完全冷却。
玻璃弹子自动成形主要依靠成形辊进行,成形辊由两个直径略有不同的辊子组成,如小辊子直径为18ella,大辊子直径为20 em,两辊子以0.1 em的间隙水平排列,每个辊子上分别刻有与成形玻璃弹子大小相近的等螺距螺旋形沟槽,辊子内部通水冷却。当两个辊子以相同转速同方向旋转时,由于两辊子直径不同,则沿圆周将产生圆周速度之差。这样,当玻璃落到成形辊子上时,玻璃料滴不会嵌入辊子之间,而是在两个辊子间进行转动。直径小的辊子把玻璃在两个辊子间挤推向前,另~辊子则把玻璃以上抛的趋势,朝同一方向用相同转速向前运转。如此,玻璃一边自转,一边沿辊子的螺旋状沟槽移动。同时,由于玻璃表面张力的作用,使玻璃成为球形状,硬化后即制成玻璃弹子。辊子上沟槽形状和对辊的配置是玻璃弹子成形的关键。
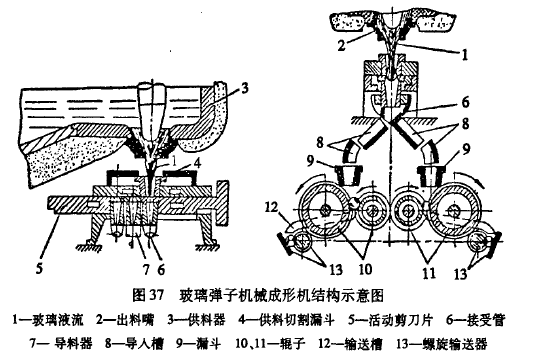
2复色玻璃弹子制作工艺复色玻璃弹子制作原理与单色弹子相似,也是利用对辊成形,其成形设备示意如图38所示。
制造球内嵌有羽毛状花瓣的彩色玻璃弹子时,可在滴块供料器6的滴料孔上部悬挂分割成三室或四室的坩埚2与5,并将坩埚浸在无色透明熔融玻璃液1内。圆筒形坩埚的每个分割室3和4内分别装有颜色玻璃A和颜色玻璃B,坩埚各分割室的底部设有小孔,坩埚内的颜色玻璃可以从小孔内流出,这样从滴块供料器的料碗出料孔7流下来的无色玻璃中便有线条状颜色玻璃嵌入,用剪刀8剪成料滴,通过滑槽,在成形辊
子9和lO中形成玻璃球后,球内的颜色玻璃就成羽毛形状。
另外,也可以用瓷管代替坩埚,置于无色玻璃的包围之中,瓷管中间分隔成四部分。其中分别插入事先拉好的不同颜色玻璃棒,则无色玻璃被加热时,瓷管中颜色玻璃棒也被加热,当无色玻璃液沿出料孔流下时,瓷管中的颜色玻璃也随之流下,形成无色玻璃中嵌有彩色条纹玻璃,剪成料滴,经过一大、--II,辊子辊压,成形后即可制成中间有羽毛状花瓣的玻璃弹子。如果加人多种颜色玻璃,可制成五颜六色的玻璃弹子。在瓷管中放入颜色玻璃棒比用分隔的坩埚中颜色玻璃更为简单方便,玻璃可以预先拉制,颜色不受限制。
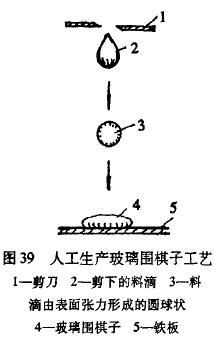
三、玻璃围棋子
玻璃围棋子在明清时期我国即已生产,当时采用为滴料法,将挑料棒蘸取玻璃液,让其自由落在石板上(后来用铁板),由于表面张力作用成为扁平圆形围棋子。国内制造的玻璃围棋子直径为22.5~23.5 mm,厚度为9 mm,一般不超过10 mm,有黑、白两种,黑色181枚,白色180枚。日本制造的有玻璃和蛤石玻璃围棋子,分为5个等级,第1等松印(厚10 mm),第2等竹印(厚9 mm),第3等梅印(厚8 mm) ,第4等樱印(厚7mm) ,第5等椿印(厚6 mm)。目前我国生产的玻璃围棋子规格与日本的竹印规格基本相同,黑白两色玻璃棋子共361枚,重量2 600 go
我国著名的围棋子为“云子”,是云南所制造,始于900多年前的唐代,盛于明、清,其中以云南永昌府(今保山市)所产尤佳,故称为“永子”,也有500 年以上历史。“永子"有宝石、玉石和玻璃。传说永昌人在京城保管珠宝、玉器,有次宫廷失火,珠宝、玉石为火所熔化,却得到晶莹透亮扁圆形物,成了达官贵人喜爱的围棋子。之后就用玛瑙、琥珀等宝石加热熔化制成围棋子,成为宝物。目前存世量很少,为收藏家青睐,市场价格很高。
据云南永昌府志、滇南杂记所载,“永子”是琉璃的一种,以玛瑙、紫瑛石研细为料,加上红丹粉、硼砂等多种原料,熔化后,铁杆蘸料,滴成棋。玛瑙主要成分为二氧化硅,紫瑛石就是萤石,因此云子实质上为SiO, -B,0,-PbO ~Na,0 - CaF。系统的仿玉乳浊玻璃。民国时期,"永子"制造工艺失传。20世纪60年代国内领导人指示要恢复云子的制造,1970年昆明市开始研制云子配方与工艺。到1974年,质量较好的“云子”开始生产,并在国内外市场销售。
14.3.1玻璃围棋子“云子”的特色―玻璃围棋子“云子”是由仿玉乳浊玻璃制成,分黑、白两种,与一般乳浊玻璃不同,它乳浊的颗粒比较细致,稍微透光,其特点为:
(1)色泽纯正。学者形容黑子仰视若碧玉,俯视若点漆,放在棋盘上漆黑一点,无任何杂色,仰光照看,则通透晶莹,常呈碧绿与宝蓝之光彩。也有人称黑子顺光漆黑润泽,对光为半透明状,周边有碧绿光芒。学者形容白子为温润如羊脂美玉,微有淡黄.翠绿色泽,悦目和谐,呈静美之态。也有人将白子描写为白如玉,柔而不透,微有象牙之色。
(1)色泽纯正。学者形容黑子仰视若碧玉,俯视若点漆,放在棋盘上漆黑一点,无任何杂色,仰光照看,则通透晶莹,常呈碧绿与宝蓝之光彩。也有人称黑子顺光漆黑润泽,对光为半透明状,周边有碧绿光芒。学者形容白子为温润如羊脂美玉,微有淡黄.翠绿色泽,悦目和谐,呈静美之态。也有人将白子描写为白如玉,柔而不透,微有象牙之色。
(2)大小一致.色差小。棋子直径、厚度公差严格控制,各棋子之间色差很小,全部棋子放在棋盘上,不能有异样出现。
(3)质量重,落子稳。棋子需有一定质量,放在棋盘上稳定。
(4)无刺目眩光。棋子表面折射率,反射率不能太高,避免产生眩光,影响棋手视线。(5)不易沾污,便于清洗。
(6)不风化、不老化,能长期使用和收藏。
14.3.2玻璃围棋子的制造工艺传统的玻璃围棋子采用人工生产,其工艺如图39所示。

熔化部采用平板附璧式钼电极加热,电极尺寸200 mm x 150 mm。电极板通过钼棒引出池壁,钼棒以干式双套管保护,可省去复杂的软化水循环冷却系统,且进一步降低了熔窑热损失。3对电极安装在两侧池璧上部,电极中心距500 mm,电极之间距离650miil,电极面积300 cm2。正常运转电极电流密度1,1.聋A/era2。电极消耗量黑白两色玻璃略有不同,乳白玻璃钼电极平均每月减薄l~1.5 mill,黑色玻璃中钼电极每月减薄2-3 mm,这是由于黑色玻璃的熔化温度
比乳白玻璃为高而透熟性又差,电极附近热量不易散失,电极本身温度太高,导致对电极的侵蚀反应加剧。
全窑采用整体保温,窑底保温层厚500 mm,除电极孔附近外,池壁保温层厚350—400 mill,上部空间侧墙及碹顶保温层厚230—270 into。正常运行中窑底及池壁外表面温度在50。C以下,上部空间侧墙及顶部表面温度均底于1000C,因此窑体散热很少。
由于熔化池为冷碹顶加热方法,熔化时玻璃表面为配合料覆盖,氟化物等原料挥发量显著降低,窑上部空间温度底,减少表面热散失。玻璃液表面配合料层厚度150—200 mill较合适,料层太薄不利于隔热保温,散热量增大,有效熔化热减少,不利于熔化;料层过厚,使电极处玻璃温度降低,电极电阻增大,导致有效熔化热减少。
黑白玻璃棋子熔化时实际碎玻璃含量为89%和76%,熔化(玻璃液)温度分别为l 2500C和1 1500C。黑色玻璃理论耗电量为0.51 l kW·h/kg玻璃,白色玻璃为0.488 kW·h/kg玻璃。根据实际生产测定黑色玻璃耗电量为0.8 kW·h/kg玻璃,白色玻璃为0.75 kW·h/kg玻璃。熔窑热效率分别为60%和65%。(3)成形工艺与设备。玻璃围棋子成形采用滴料式供抖及落球法盘式成形工艺,要求料滴形成近似圆球形,自由平稳落在盘式成形板,料滴在成形板上均匀分布和充分固化。
为了使玻璃尽可能形成圆球状,必须选择料滴的长度和直径比例以及玻璃料流股的温度。玻璃料滴的长度和直径比例,理论上应为1:l,才能使料滴形成圆球状。如长度过大,剪出的料滴呈棒状;如直径过大,剪出的料滴呈橄榄状。如料滴形成这样大的形状偏差是无法在小于I/3 s的短时间依靠表面张力使其聚成近似圆球状,因此必须控制料滴合适的长度和直径比例。
玻璃的粘度和表面张力对料滴的形状也有重大影响,而温度又直接影响到粘度和表面张力。当料股温度过高时,玻璃的粘度和表面张力均较小,不能平衡重力拉伸作用,于是剪切和下落过程中,导致出现尖滴和细腰状料滴。当料股温度过低时,表面张力不足以克服粘滞力而改变料滴形状,剪刀剪料滴处玻璃过冷硬化,形成尖角,因此玻璃料流股温度应控制在相应粘度10乙5一lO置oPa·S为合适。
滴料式供料机结构如图42所示。剪切机采用直流电机驱动,剪切频率50一250次/min,根据需要可以调节。生产时通过玻璃料流股温度、流股直径、剪切平面高度、剪切频率等参数能够获得制造各种规格玻璃棋子所需的料滴。
剪切下的玻璃料滴下落到盘式成形机上成形。盘式成形机的结构见图43。盘式成形机上装有高度可调节的圆盘,以直流电机为动力,变速后,圆盘以3—5r/rain速度旋转,盘上设有若干导向装置,红热的玻璃料滴在盘上自动地按螺旋线形均匀排列。在导向装置作用下,料滴还会产生一定速度的自转,从而更迸一步提高棋子的圆度。根据实验,要使料滴充分聚圆,形成理想圆滑的表面并定形下来,至少需要40
~60 S,如采用带式成形机,其有效长度要10 m以上,而采用螺旋线形排列方式,成形平板的直径1一1.5 m即已足够,从而节约了成形机面积和制造材质。
成形后的玻璃棋子,从成形平板中部出料口落入滑槽,进入退火设备退火。冷却到室温时,经人工挑选,残次品送回电熔窑作原料,经分类筛选后的棋子,按规格送入半成品库中储存。玻璃棋子的计数和包装是很烦琐的工作,费工费时。为了降低计数和装棋子的差错率,提高包装速度,采用光电自动计数装盒机。
目前玻璃围棋子与传统的“云子”相比还有很大差距。古代虽然玻璃制造设备和工艺条件不及现代水平,但精心制作,千中选一、万中求一,不讲效率、不计成本,自然用优中选优方法制作出存世量很少的“云子”。现代玻璃围棋子采用高速度、大批量生产,要达到“云子”质量,则需继续改善成分和工艺。
传统的云子采用以仿玉料作为白子的玻璃成分,采用多种乳浊剂和着色剂,达到半透明乳浊,晶莹而不眩目,因此必须控制乳浊剂形成的微粒大小及微粒结构,使玻璃透过一部分光线,又散射一部分光线,而没有明显的反射眩光。在黑子成分上,要用多种着色剂,如Cr03、Fe:0,、CoO、NiO、CuO等,才能发出碧绿与宝蓝之光。在物理和化学性质上,云子比一般玻璃棋子有较大的密度,较高的机械强度和化学稳定性,传统的云子需加入红丹以及其他密度大的氧化物,如BaO、ZnO,玻璃熔化和退火良好,方可达到坚而不脆、沉而不滑,收藏数百年而不变质。
在成形方面,一般的滴料压制均有一定公差,要做到质量、形状、大小如一,就得采用光学玻璃的精密压制成形工艺,在高尺寸精度、高光洁度的精密模具中压制,才能得到高精度的围棋子。
玻璃围棋子虽然是很小的产品,但用现有生产手段要在质量方面赶上“云子”,需要在玻璃成分选择、生产工艺的各个环节上作一系列改进,因此仍然有大量的工作要做。